Design Resource
Brass Casting - Kerala
Making of Brass Artifacts, Padoli Kerala
by
Prof. Bibhudutta Baral, Divyadarshan C. S. and Amulya S
Making Process
Artisan keeps the requirements of the process like raw materials, tools near to him. This process requires an open plain space. The artisan should be very cautions while performing this process. The required article is thought and drawn for the reference of size and shape on the wooden board. The model is made out of the wax, and then sand moulding is done over it. Later wax is removed by melting which creates a cavity and metal is poured inside the mould to obtain the brass sculpture.
Firstly the wax is prepared, the resin from the tree Damara Orientails and groundnut oil in ratio of 4:1 is mixed on the active stove in a container. Once the mix attains little thickness in liquid form the pure bee wax is added in ratio of 4 and stirred until it is mixed well and liquefies. With the help of fine metal sieve or coarse-woven cloth the wax mix is strained onto a container of cold water, which allows the wax to solidify. Now the wax is ready for making the model.
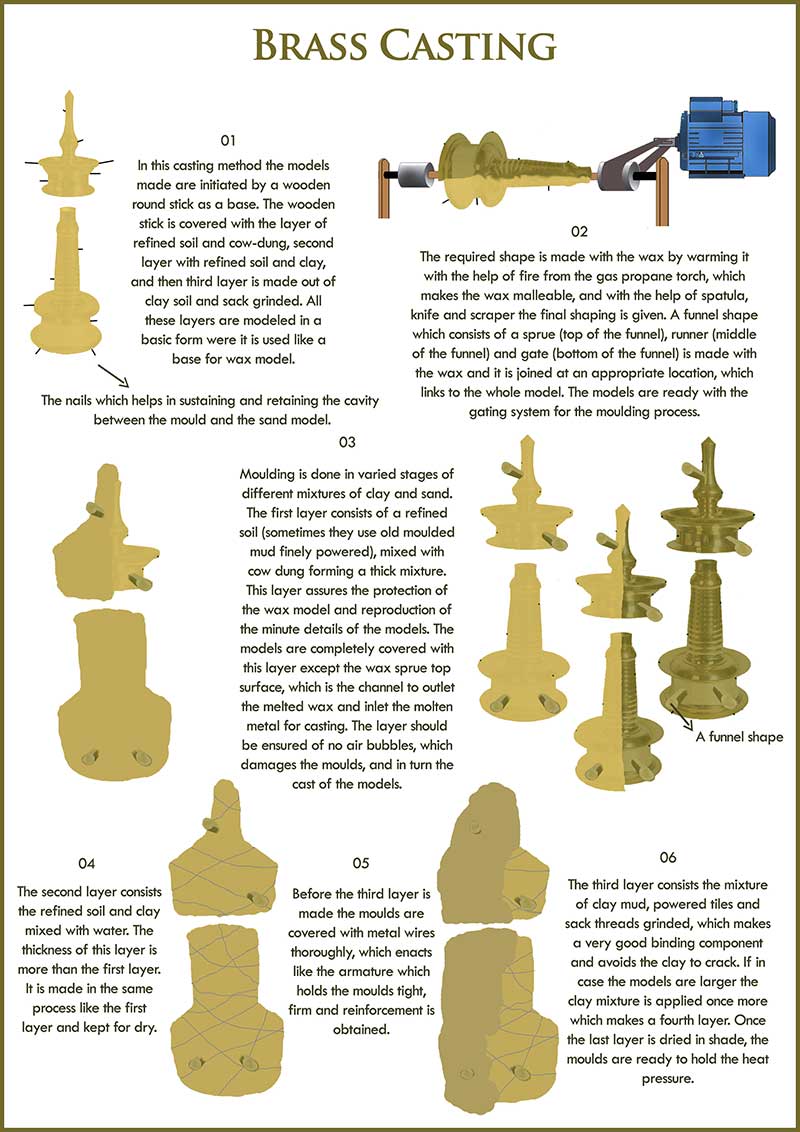
Artisan decides on the article to be made and bifurcate the article into many parts to eradicate the difficulties. The required shape is made with the wax by warming it with the help of fire from the gas propane torch, which make the wax malleable, and with the help of spatula, knife and scraper the final shaping is given. The separated parts are joint and merged by heating the ends of the wax with the hot iron tool, which enacts like a soldering iron tool. The model is attested by the artisan and it is given the required strength by putting wax cross strappings which in a way helps the molten metal reach all the parts of the model without any gaps later when casting is done. A funnel shape which consists of a sprue (top of the funnel), runner (middle of the funnel) and gate (bottom of the funnel) is made with the wax and it is joined at an appropriate location, which links to the whole model. The model is ready with the gating system for the moulding process.
Moulding is done in varied stages of different mixtures of clay and sand. The first layer consists of a refined soil (sometimes they use old moulded mud finely powered), mixed with cow dung forming a thick mixture. This layer assures the protection of the wax model and reproduction of the minute details of the model. The model is completely covered with this layer except the wax sprue top surface, which is the channel to outlet the melted wax and inlet the molten metal for casting. The layer should be ensured of no air bubbles, which damages the mould, and in turn the cast of the model. The model is kept on the paper or cloth according to the size and form of it. The application of this layer is made in a process, like one half of the model is covered and kept for drying in shade or in a mild sunlight then the model is turned and the other half is covered. Since the model is made with wax, the drying process of the mould is made in shade to avoid the melting of the wax.
The second layer consists the refined soil and clay mixed with water. The thickness of this layer is more than the first layer. It is made in the same process like the first layer and kept for dry. Before the third layer is made the mould is covered with metal wires thoroughly, which enacts like the armature which holds the mould tight, firm and reinforcement is obtained. The third layer consists the mixture of clay mud, powered tiles and sack threads grinded, which makes a very good binding component and avoids the clay to crack. If in case the model is larger the clay mixture is applied once more which makes a fourth layer. Once the last layer is dried in shade, the mould is ready to hold the heat pressure.
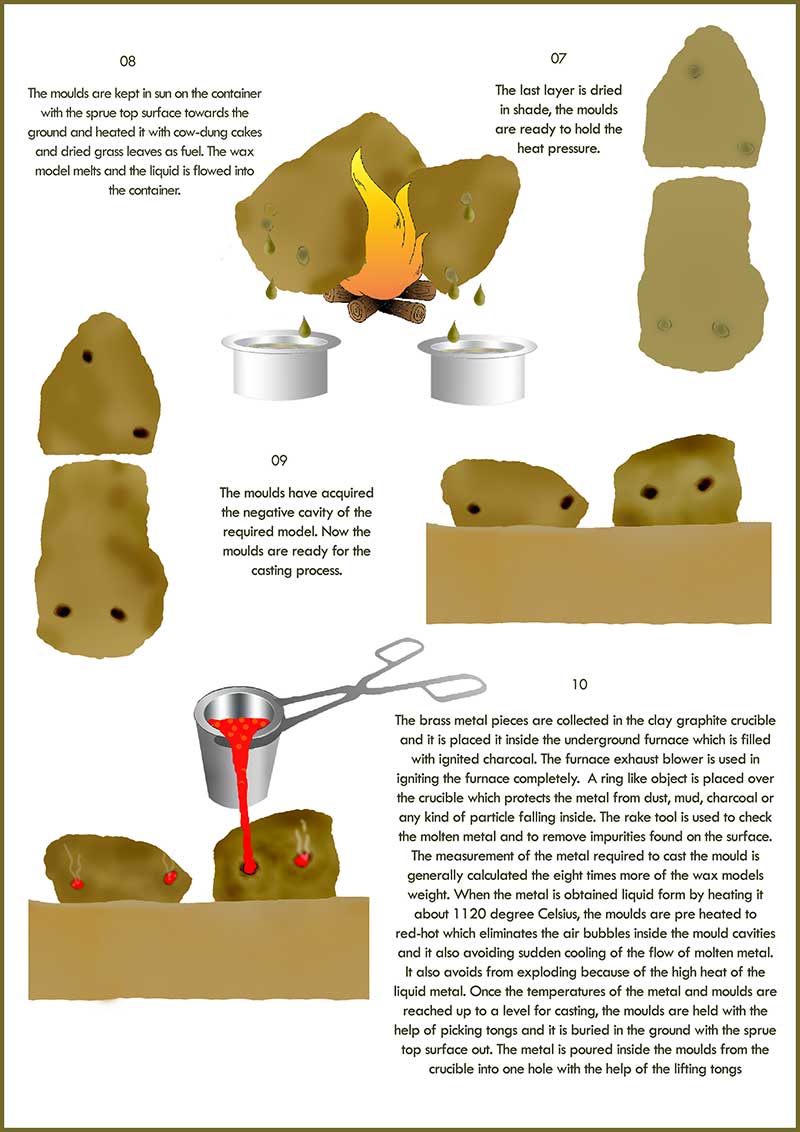
The mould is kept in sun on the container with the sprue top surface towards the ground and heated it with cow-dung cakes and dried grass leaves as fuel. The wax model melts and the liquid is flowed into the container. Thus, the mould is acquired the negative cavity of the required model. Now the mould is ready for the casting process.
The main process of brass casting is of melting the metal. The brass metal is collected from the localites villagers and the old brass objects, which are not in usage, are acquired. Copper and zinc or copper and tin alloys makes brass metal. The collected old brass utensils are heated in open-air fire, which softens and helps to mallet it easily. The mallet metal and metal pieces are put in the clay graphite crucible. The furnace is made underground and it is filled with charcoal, later the fire is ignited to a charcoal and dropped inside the furnace were rest of the charcoal is ignited. The furnace exhaust blower is used to blow air towards the heated charcoal to acquire flame and excessive heat, which also helps in igniting the furnace completely. The crucible filled with metal scrap is placed inside the underground furnace. A ring like object is placed over the crucible, which dodges the dust, mud, charcoal or any kind of particle, which disturbs the metal, to fall inside the crucible. The rake tool is used to check the molten metal and to remove impurities found on the surface. The measurement of the metal required to cast the mould is generally calculated the eight times more of the wax model weight. When the metal is obtained liquid form by heating it about 1120 degree Celsius, the mould is pre heated to red-hot which eliminates the air bubbles inside the mould cavity and it also avoiding sudden cooling of the flow of molten metal. It also avoids from exploding because of the high heat of the liquid metal. Once the temperatures of the metal and mould is reached up to a level for casting, the mould is held with the help of picking tongs and it is buried in the ground with the sprue top surface out. A ring like object is placed on the sprue of the mould, which helps in flowing the molten metal firmly into the mould. It also guards the mould from the dust falling inside. The moulds are left for cooling for some time and it is doused with water for immediate cooling.
Once the mould is sufficiently cooled, it is broken with the help of the hammer until the metal wires are seen. The wires are been separated and preserved for reuse. Then the mould is scrapped out from the casted model. The metal model obtained is chiseled to recapture the contours and details, and then it is buffed, washed with Nitric Acid to cleanse the article from the mud dust, brushed, smoothened with the help of emery paper and cleaned by scrubbing with wire brush with tamarind soup-nut water. Finally the model is brushed with polishing sand and water.
Hallow casting: In this casting method the model made is initiated by a wooden round stick as a base. The wooden stick is covered with the layer of refined soil and cow-dung, second layer with refined soil and clay, and then third layer is made out of clay soil and sack grinded. All these layers are modeled in a basic form were it is used like a base for wax model. Only the last layer is made in wax, which contains the details and required shape made with the help of bamboo tools. Later the moulding process is same like the other moulding method mentioned above.
Basically this form of casting is done in making of traditional lamps, utensils and many more. This method avoids the wastage of the metal. And the weight of the metal used will be less gradually so the cost of the metal.
Flow Chart: