Design Course
Packaging Design - An Introduction
Basic Elements and Principles
by
Corrugated Packaging
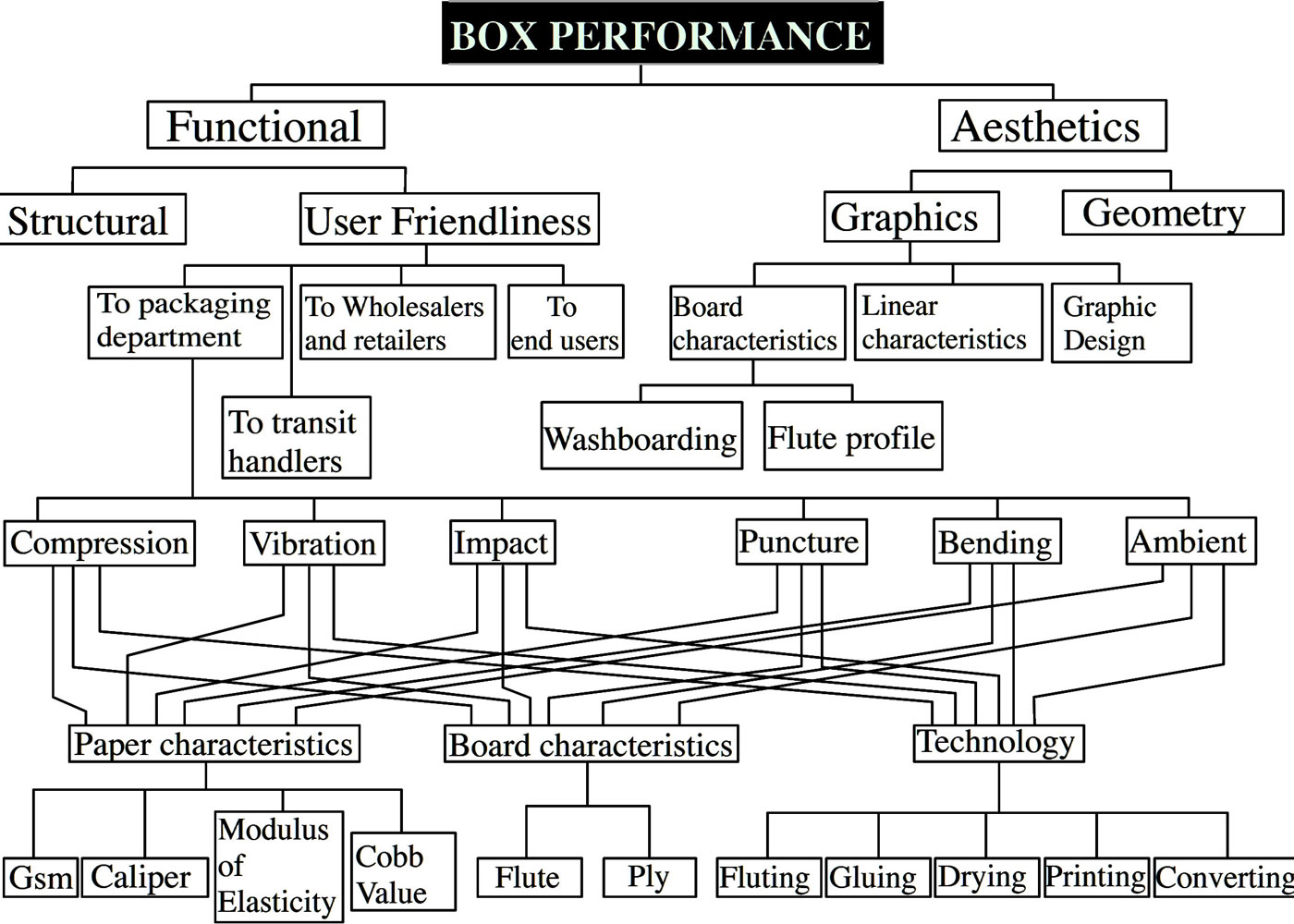
Box Performance:
The performance of a corrugated box can be evaluated on the basis of its ability to protect the contents, its structural strength, appearance, user-friendliness, and finally, how cost effective it is.
• Functional Aspects
• Aesthetics
Chart:
Functional Aspects:
Any product, structure or system has to have a design suitable to efficiently perform the function for which it has been conceived. A box should protect its contents from the various traumas it will face in its journey from factory to consumer. It should be strong enough to withstand the load of other boxes stacked on the top of it in the godown; its user-friendly design should minimize chance of mishandling, and it should not reflect on the overall cost of the product substantially.
Aesthetics:
In addition to being purely functional, a box has to help sell the product to potential customers. It is the aesthetics of the box, which strike the customer. With more and more products fighting for self-space, the box has to stand out to attract the attention of the customer. Its message, “buy me, buy me” has to be heard and understood. Good aesthetics can be generated by good graphics combined with good geometry.
Geometry:
Most boxes we see have a rectangular or square shape, which though suitable for palletizing, is monotonous to the customer. On a crowded shelf with similar looking boxes, a box with an interesting shape will attract the customer’s attention. It will arouse his curiosity, create an urge to have a second look at the product and perhaps even influence the decision to buy it. A geometry matching the psychographic profile of the customer will give an added advantage. Imagine a “carry bag” type of box for detergent powder. Housewives may be attracted to it just because during long shopping hours, this box is very convenient to carry around.
Graphics:
Imagine two identical boxes with all other features same except that one box is colorful with sophisticated graphics and a high quality of printing while the other one has mediocre graphics and poor printing quality. Obviously, the box with better graphics and printing will attract the attention of the customer. Often people trend to purchase products packed in neat looking boxes with excellent surface design and a good finish because a good package creates an aura of a good product.
Board Characteristics:
For good printing, a smooth, even surface is necessary. During the printing, the flexo plates are pressed against the board with sufficient pressure so as to leave a good impression. It is easier to print on a smooth surface than on a rough one. The board should be strong enough to withstand the pressure of the printing plates and at the same time the outer liner should be perfectly horizontal between successive flute tips.
Wash-Boarding:
If there is too much gum applied over the flute tips, the liner follows the shape of the flutes, and consequently is not flat. When the plates are applied on this surface, the parts of the liner that are elevated get more ink, and the parts that are depressed, get less ink, resulting in inconsistent printing. A good, non-wash-boarded board is essential for good printing.
Flute Profile:
Smaller flute profiles have a lesser distance between two successive flute tips. This makes the span of liner smaller which is very essential for good printing. Due to the pressure of the flexo plates, the liner tends to deflect between the flute tips. The deflection is proportional to the fourth power of the span! In order to reduce the deflection we reduce the span by making the flute profile smaller. Therefore, an E-flute board, which has a small distance between successive flute tips, is easier to print on than a C flute board, which has a larger distance between successive flute tips.
Liner Characteristics:
In addition to good quality of board, good quality of liner is also necessary. Good printing quality can be achieved by using better quality paper. The two main features of paper conductive to good printing are luster and smoothness.
Graphic Design:
Good graphic design is the creative combination of colors, texts and images on the surface of the box. This should be compatible with the image of the product. The surface design on the box should attract the customers while the texts should provide information about the product, advertise the product and persuade the customer to purchase the product.
Structural Features:
In an effective box, there is no waste either in the form of over packaging, which results in high costs, or inadequate packaging, resulting in product loss or damage. While over packaging is difficult to quantify and evaluate, inadequate packaging is always an area for improvement. The desired goal is to provide adequate protection, but at the lowest possible cost.
During its journey from the point of manufacture to the ultimate end user, the box is subjected to various traumatic conditions related to the logistics environment. During the process of handling (loading and unloading), transportation, warehousing and storage, the package is subjected to shock, compression, impact, puncture, bending and the ambient conditions of temperature and humidity.
User-Friendliness of a Box:
A box has several customers; the packaging department of the manufacturer, the transporter, the people who load and unload it, the wholesaler, the retailer, and finally, the end-user. Its design should satisfy the requirement of these customers.
User-Friendly to the Packaging Department of the Factory:
A good box should easy to erect, easy to hold in position, easy to fill in, easy to close and easy to seal. It should reduce the men, materials and minutes required to dispatch each consignment. An efficient box may be costlier but could save more by reducing machine downtime and speeding up the packaging line.
User-Friendly to the Transit Handlers:
During its journey, the box has to satisfy the following requirements of the transit handlers:
- The box should be easy to handle manually.
- The box should make optimum use of available storage area.
- The box should be able to withstand any unprecedented external forces
Boxes with hand-holes or grips are easier to handle; however, these should in no way compromise the box strength or result in distortion in box-shape when stacked or filled.
An ideal box should have its internal volume just enough to accommodate the contents. It should snugly wrap the contents leaving minimal interstitial space. However, in practicality, the shape of a box is largely governed by its ability to be effectively stacked and stored in a limited space.
User-Friendly to Wholesalers and Retailers:
Wholesalers and retailers may use the box as a display item, a dispensing shelf for the primary package, in the godown as stock or lastly, as a selling unit on the retail shelf.
An ideal box, in addition to providing protection to its contents should also be able to display and dispense its contents, without the box itself losing any strength and without incurring any increase in cost. Such a box makes the life of a retailer easier by optimizing the use of valuable storage space.
User-Friendly to End-Users:
The end-user of the box is the end-user of its contents. The box should be designed in such a way that the end user can easily open or close the box, easily take out or put in the contents and easily dispose-off or reuse the box. The box style may incorporate special features for the convenience of the end user as well as to project the identity of the user group.
Compression:
Box compression loads are associated with stacking in warehouses. These static and compressive loads occur because boxes are stacked one on top of the other. The stacking height can vary considerably depending upon available headroom, storage equipment, stacking ability, or the historical practice. These are static loads and can readily be analyzed while designing and testing the package.
Vibration:
Given the conditions of the transportation system as well as the distance to which the box is to be sent, the box is likely to undergo a lot of vibration in transit. The duration of vibration, the amplitude and the frequency of the vibration vary, making this force extremely complex to understand. The mode of transportation, position of the individual box in the vehicle, road conditions, etc. have a determining effect on the container and its contents. Vibrations are low magnitude, repetitive type of loading which brings the box under fatigue stress, resulting in slow and gradual failure of fibers.
Impacts:
During loading and unloading of the box, it is thrown from the truck on to the ground. Sometimes it is accidentally dropped. In the truck, the box may collide with other boxes or with the body of the truck itself while the truck makes quick turns. These are examples of impact loads.
Puncture:
Puncture is a highly visible effect, but it is extremely difficult to quantify. In some respects, it is an indirect measure of other hazards. Puncture can be result from a box falling onto a corner of another box, or from the penetration of nails or hooks from a surface or from being improperly handled in equipment like forklifts, hooks, gang ropes, etc.
Bending:
In addition to withstanding all sorts of transportation loads, the box has to withstand the internal load exerted by its contents. This load is horizontal in nature and induces bending stress on the corrugated board, which may be additive or subtractive to the bending stress generated due to compression. The additive effect expedites failure and its overall compression capacity decreases drastically.
Ambient Conditions:
Temperature and humidity are important considerations for the efficient performance of corrugated board containers. The strength of the corrugated board is significantly reduced because of moisture. Temperature and humidity can usually be monitored and controlled in warehouses. It is difficult to control the ambient conditions while the boxes are in transit. Exhaustive data is available to describe cargo temperature and humidity both in terms of ambient conditions and response for specific applications of load. Data has shown that the cargo temperature and moisture can lag behind ambient conditions because of the thermal inertia of the cargo. The ambient relative humidity is the driving force which determines the moisture content of the base material. The rapidity with which the ambient moisture penetrates the board has a crucial effect on overall performance in compression.
Paper Characteristics:
If a box is considered a structure, the corrugated board is the structural member and the paper is the raw material. It is the molecular formation of paper fibers from which the whole structure derives its strength. In this context, it becomes absolutely necessary to understand the properties of paper and the factors influencing them.
GSM:
Density of a material indicates the bulk of the material and in general the higher the density, the higher its strength. Since the paper does not have a significant third dimension, i.e. thickness, density is usually measured in terms of its weight per unit area, commonly known as grammage or gsm – gram per square meter. This parameter gives a reasonably fair idea about the relative comparison of two different types of paper. Generally, it is believed that paper with higher gsm gives more strength. However, one should keep in mind that it is the formation of fibers which impart strength, and therefore higher gsm does not necessarily give higher strength. Research is on to evolve stronger papers with lower gsm.
Caliper:
Thickness of paper is referred to as caliper. The general belief is that higher gsm means higher caliper and strength of the paper, which is not true. Paper with higher gsm will have fewer calipers if the formation of fibers is compact whereas paper with lower gsm may have higher caliper if the formation of fibers is hollow.
Modulus of Elasticity:
When a material is pulled by applying tensile load, it is elongated, and when compressed by applying an axial load, it contracts. The amount of tension or compression required for unit elongation and contraction varies from one material to another. This is due to the varying modulus of elasticity. A higher modulus of elasticity indicates that the material will take higher load for unit elongation. This is the parameter that governs the paper’s strength. Even if gsm of paper is higher, lower modulus of elasticity will give a lower strength value.
Cobb Value:
This shows the moisture absorbency of paper. For a fluting medium, it determines the speed of glue penetration. For liners, the moisture absorbency should be suitable for printing with water-based inks.
Board Characteristics:
Board when evaluated in the context of a box, is a raw material, but when evaluated with respect to paper is a structure. To be precise, the board is a structural member for the box, but is a structure in itself made up of a stiffened geometry of paper. Paper has very less bending stiffness in its original condition, but when it is corrugated, the strength gets increased due to the corrugation depth. Liners on either side of this fluted paper add greatly to the overall bending stiffness. The entire set of papers work as a homogenous structure during load application.
Flute:
Corrugation increases stiffness of paper. Corrugation can be done in varying profiles, depths and amplitudes. The profile of flutes formed by corrugation has direct effect on board performance. Flutes can be deeper, wider, with a triangular or with a sinusoidal shape. Each flute type has its own stiffness value. Bigger flutes have more depth, which means more stiffness.
Ply:
In a typical corrugated board there are three layers: a top liner, fluting medium and a bottom liner. This board is known as a 3-ply board. Sometimes, in order to increase the strength, one more fluting medium and liner is added making it a 5-ply board. There are 7ply boards and 9 ply boards available depending upon the strength requirement. The more the number of plies, more the thickness of board, more the paper and ultimately more strength.
Technology:
Everybody by now understands the importance of the corrugating; the flute profile, the thickness of the combined board etc. but then the challenge is to exploit the maximum strength that the corrugated structure offers. Paper, being a very delicate material, is very susceptible to external effects like various types of forces, ambient conditions, etc. If the manufacturing process is not well controlled, the paper and the flute, which imparts the strength to the structure, get damaged. Application of glue, which bonds the whole structure together, has to be carefully controlled.
Fluting:
Paper is passed through a pair of corrugating rollers in order to achieve the corrugation. The teeth of the corrugating rollers press the paper which is passed through them to impart the fluted profile to the paper. The pressure applied on the paper should be within the elastic limit of its fibers as beyond a threshold limit its fibers will get stressed so much that they will shift from elastic state to plastic state. Flute made of fibers in plastic state can no longer perform as an elastic structural member resulting in failure even on application of a small load.
Gluing:
Gluing is an operation to produce an adhesive bond between the fluting medium and the liners. The process of gluing has to be controlled with a great precision to achieve proper functioning of the board as a homogenous structure. The complete process of gluing takes place in four main stages: the application stage, the wetting stage, the penetration stage and the setting stage. These stages are influenced by glue properties such as concentration, viscosity, surface tension, etc.; and by machine conditions like temperature, pressure, speed, etc. Any one of these parameters, if not controlled properly may result in defects like poor adhesion, wash-boarding and warp
Drying:
For effective bonding the glue has to set properly. There are two stages in the setting process: formation of wet bond and formation of dry bond. The formation of dry bond completes the gluing process. Excess moisture left in the paper due to application of glue must be eliminated or else it may result in a warped board due to uneven drying in the atmosphere. Good technology emphasizes controlled drying at very high speeds equally on either side of the fluting medium.
Printing:
During the printing operation the flexo plates are pressed against the board with sufficient pressure so as to have clear and uniform impressions. While the board is being applied with water-based printing inks which raise the level of moisture in the board, the plate pressure, if not controlled properly will result in flute crush. Importance of control on the printing process should never be underestimated, as the ideal pressure falls within a small range, on one side of which there is poor printing and on the other, damage to the corrugated board.
Converting:
Converting is the process of transforming the board into a box without reducing the structural strength of the board. It is important to control board caliper during the converting process. It has been proved that there is a relationship between the amount of caliper loss produced and the amount of damage permanently sustained. A 5% loss in caliper can result in loss of stacking strength of 8%. Furthermore, it has been shown that the boxes made out of uncrushed board. The caliper is therefore used extensively as a QC criterion in corrugated box plants.
Types of Construction of Boxes folder:
Open Box:
Cake box:
Suspended Display box:
Box with window:
Partition Box:
Telescopic Box:
Envelopes: